
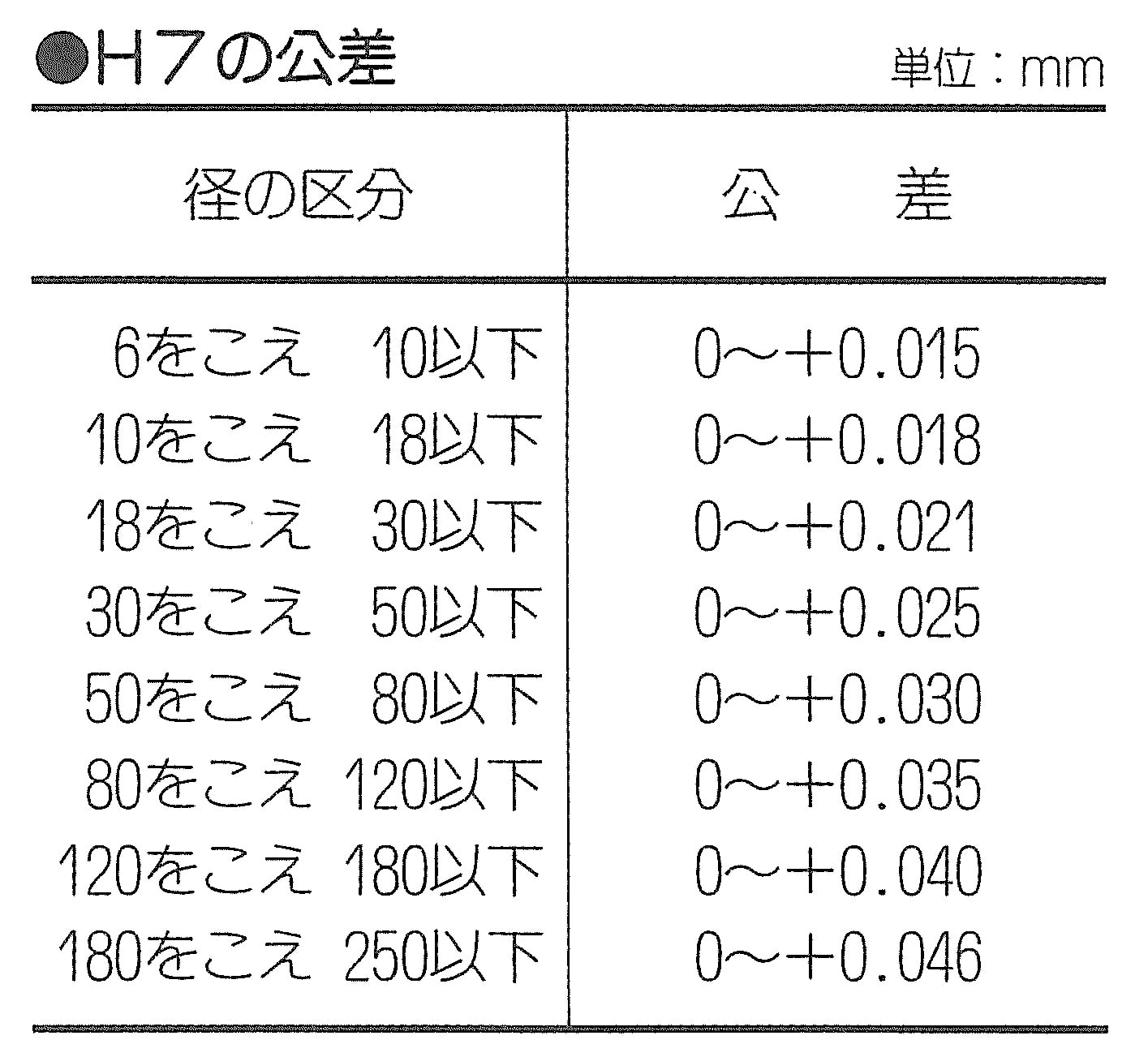
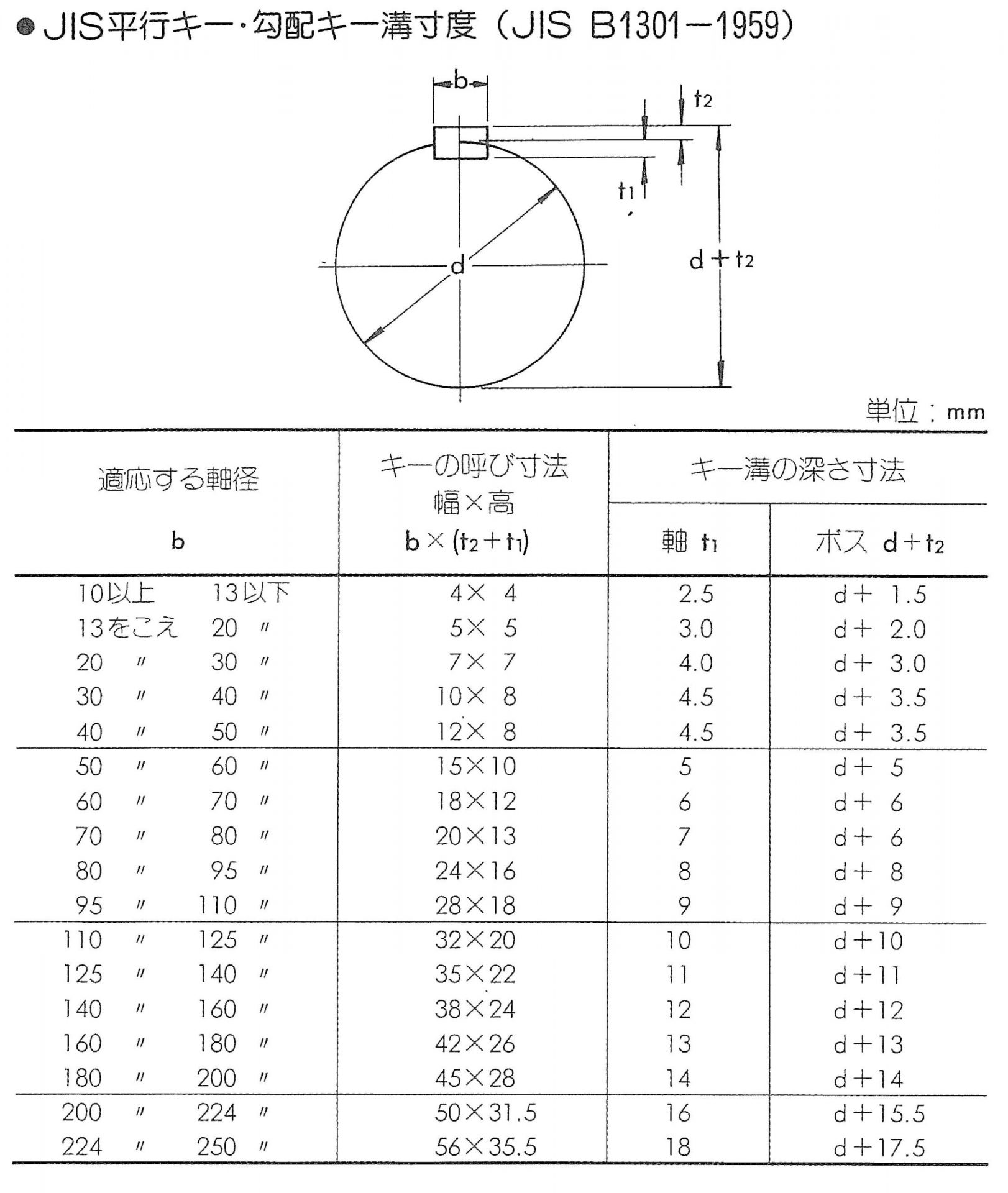
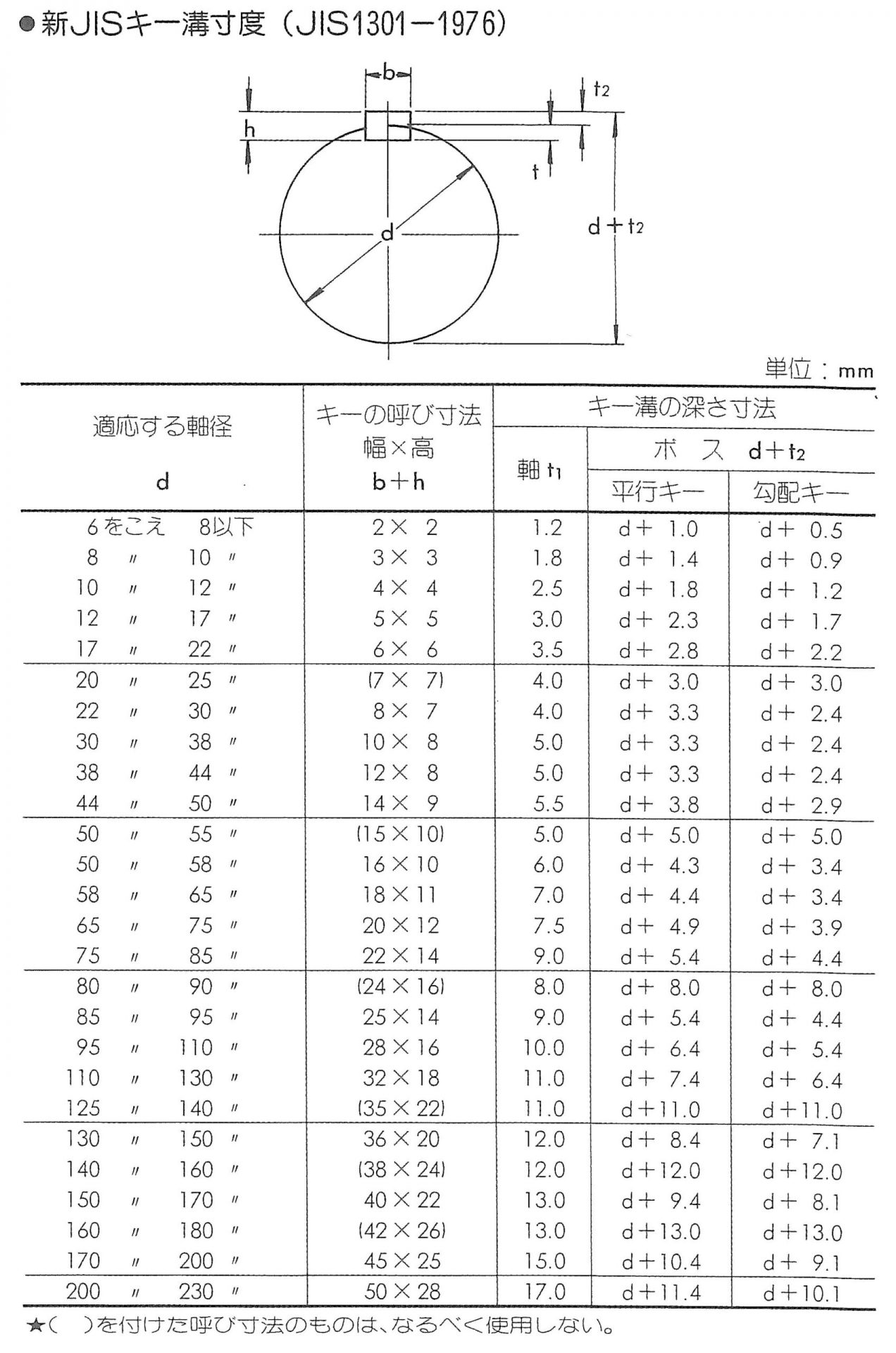
軸穴寸法、キー寸法、 タップ寸法をご指示により標準スプロケットに追加工します。 特にご指示がない限り、軸穴公差はH7(下表参照)、キー溝寸法は新・旧JIS寸法(下右表・右表参照)で加工します。
軸穴加工付きスプロケットは、標準スプロケットの新B形に、軸穴・キー溝・セットスクリュー加工を施したスプロケットです。このスプロケットは完成品ですから、そのまま伝動部にセットできます。
加工精度は、軸穴公差がH7(上表参照)、キー溝寸法は新JIS寸法(JIS B 1301-1976 右表参照)です。

軸穴加工を施したスプロケット

歯先に熱処理加工を施したスプロケット